
 览众科技:管道自动焊机-自动焊接机-自动焊接设备
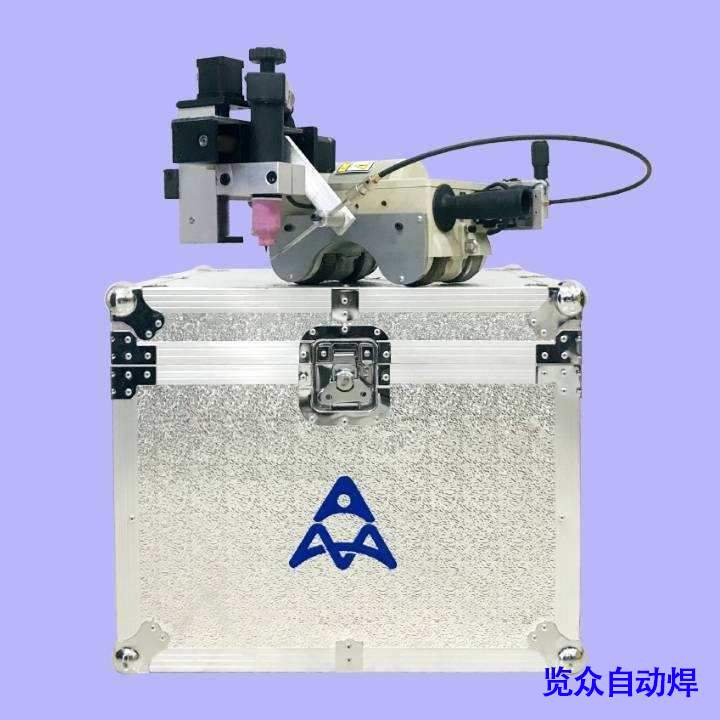
览众科技:管道自动焊机-自动焊接机-自动焊接设备 览众焊接机器人给大家介绍一下高压管管焊接机器人,所谓的高压管管焊接机器人其实是一种自动焊接设备,属于焊接机器人的一种。高压管管焊接机器人运用磁吸式焊接小车绕管爬行的焊接方法,实现了管道360度全自动焊接。
为了满足现场要求,达到焊接质量,提高劳动效率,本发明具有重量轻、操作简单、体积小、安装调试维护方便的优点,管道焊接工程的现场施工在现场进行,一般施工周期相对较长。小型现场管道自动焊接机一般是采用全位置自动焊接。它由控制系统和机械系统组成,全位置管道自动焊机的执行系统是一个磁吸式小车机械系统。
由于低碳含量,管线钢的硬化倾向和冷裂纹倾向降低。 然而,随着强度等级和板材厚度的增加,仍有一定的冷裂纹倾向。 在现场焊接中,经常使用纤维素焊条、自保护药芯焊丝等氢含量高、线能量低、冷却速度快的焊接材料,这将增加冷裂纹的敏感性。需要采取必要的焊接措施,如焊接前预热。

各层可以采用月牙摆动所示,典型焊接参数根据板厚来决定。对于厚板电流为150~200A,电压为22-25V。对于中板电流为100~150A,电压为18~22V。通常使用直径1.2mm的焊丝,而直径1.6mm的焊丝基木上不采用。因为这种摆动易引起铁液流淌和产生咬边。向上立焊进行单道焊时,容易得到平坦而光滑的焊道,最大焊脚可达12mm。要求更大的焊脚时应采用多层焊。
出现焊偏可能为焊接的位置不正确或焊枪寻找时出现问题。这时,要考虑TCP(焊枪中心点位置)是否准确,并加以调整。如果频繁出现这种情况就要检查一下机器人各轴的零位置,重新校零予以修正。
电弧不稳产生原因:电源线连接、污物或者有风。防止措施:a、检查所有导电部分并使表面保持清洁;b、将接头处的脏物清除掉;c、尽量不要在能引起气流紊乱的地方进行焊接。
大口径管道对接全位置钨极氩弧焊是一种非常困难的焊接操作。为了克服对焊工技能的依赖,消除人为因素对产品焊接质量的不利影响,览众创始团队提出开发一种全自动焊机的想法,该焊机模拟高技能焊工的智能和操作要领。览众自动焊接机可用于直径为108-2000毫米、壁厚为4.0-50.0毫米的不锈钢管环缝的全位置焊接,采用窄间隙填丝钨极氩弧焊(多层多道焊接工艺)。
中国每年进口的焊接电源和设备的费用约占全国市场的一半,而国内生产的焊接电源产值中有近一半是合资企业的。近千家中小企业的产值占不到1/3的国内市场份额,而且这些市场份额也主要依靠廉价的劳动力和一些商业运作手段维持,这样的竞争能力能维持多久值得思考。
钛及钛合金氩弧焊时焊缝及近缝区颜色是衡量保护效果的标志,银白色、浅黄色表示保护效果好,深黄色为轻微氧化,一般情况下还是允许的,金紫色表示中度氧化,深蓝色表示严重氧化,至于灰白色是绝对不允许的,表示焊缝已经变质,必须报废重焊。
以上就是给大家介绍有关高压管管焊接机器人的内容,如果你喜欢我分享的文章,请关注览众自动焊接机器人。




