
 览众科技:管道自动焊机-自动焊接机-自动焊接设备
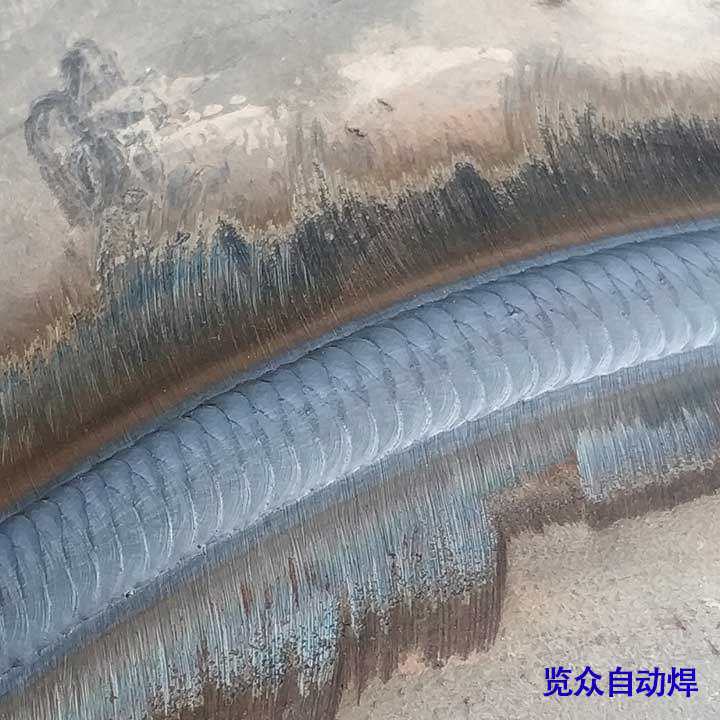
览众科技:管道自动焊机-自动焊接机-自动焊接设备 览众焊接机器人给大家介绍一下热电不锈钢管道焊接机器人,所谓的热电不锈钢管道焊接机器人其实是一种自动焊接设备,属于焊接机器人的一种。热电不锈钢管道焊接机器人运用磁吸式焊接小车绕管爬行的焊接方法,实现了管道360度全自动焊接。
焊接机械化是指焊接头的移动和焊丝的输送由机械完成。在焊接过程中,焊接头相对于焊缝中心的位置以及焊丝和焊缝表面之间的距离仍然必须由焊接操作人员监控和手动调节。焊接自动化是指由焊工自始至终自动完成焊接过程,无需对操作工作进行任何调整,即通过焊工的自适应控制系统实现焊接过程中焊头的位置校正和各种焊接参数的调整。

控制系统具有手动调节和自动焊接两套控制功能。手动调节功能实现自动焊接前的所有准备调节动作,包括焊枪上下调节、焊枪左右调节等。 自动焊接功能实现了焊接过程的自动完成。 各部分由独立电源供电,完全隔离,控制精度高,运行可靠,稳定性好。
钛及钛合金氩弧焊时焊缝及近缝区颜色是衡量保护效果的标志,银白色、浅黄色表示保护效果好,深黄色为轻微氧化,一般情况下还是允许的,金紫色表示中度氧化,深蓝色表示严重氧化,至于灰白色是绝对不允许的,表示焊缝已经变质,必须报废重焊。
焊接时不注意控制焊接速度与焊接电流,焊条直径、焊接位置协调起来使用。如对全熔透的角缝进行打底焊时,由于根部尺寸窄,如焊接速度过快,根部气体、夹渣没有足够的时间排出,易使根部产生未熔透、夹渣、气孔等缺陷;盖面焊时,如焊接速度过快,也易产生气孔;焊接速度过慢,则焊缝余高会过高,外形不整齐;焊接薄板或钝边尺寸小的焊缝时,焊接速度太慢,易出现烧穿等情况。
在特种材料焊接的焊接过程中,对熔化金属进行机械保护,使之与空气隔开。保护方式有三种:气体保护、熔渣保护和气-渣联合保护。
立焊焊缝与开坡口的对接焊缝在向下立焊的情况下有相似之处,该法用于厚度在6mm以下的薄板,焊接电流不得过大,当电流大于200A时,熔池金属将流失。为此除限制电流外,还应尽量降低电弧电压和提高焊速。向下立焊时通常焊枪不进行摆动,因为焊枪摆动时熔池难以保持,易引起铁液流失和未焊透。如果需要较大的熔宽时,应采用多层焊。值得指出的是向下立焊的焊缝成形美观、熔深浅,易产生未焊透和焊瘤。
与国外相比,从总体上看国内焊接生产的机械化、自动化水平较低,众多企业需要的、中国自有的、“使用量大面广”的焊接技术、焊接设备、焊接材料的水平甚至比尖端焊接技术更落后于国外。然而,对于汽车、造船、轨道车辆、电站锅炉、发电设备、重型机械、工程机械、集装箱等行业的中等以上骨干企业,在改革开放以来的多次技术改造中,引进了一些国外的先进焊接设备、材料和工艺,焊接生产的技术水平有了很大的提高,基本上能达到接近国外同类企业的水平,能够生产出国家经济和国防建设需要的装备和产品,只是先进技术的应用面、使用的数量和技术的先进程度有别于国外的企业。但是必须看到国内还缺少更多的具有自主品牌的先进焊接设备、高端焊接材料和高效焊接工艺技术,目前企业使用的这些先进焊接设备与材料大多依赖外国进口。国内焊接生产的这种表面辉煌,技术空心化的局面是一个严重的战略软肋。
全球工业机器人需求快速扩张。据国际机器人联合会(IFR)统计,2002-2012年,全球新装工业机器人年均增速约为9%。其中,2010年和2011年出现需求激增。据预计,到2025年,约5-15%的制造业工人将被工业机器人取代,全球装机量年均增速为25-30%,高于过去二十多年的增长水平,但低于2011年和2012年的增速。




