
 览众科技:管道自动焊机-自动焊接机-自动焊接设备
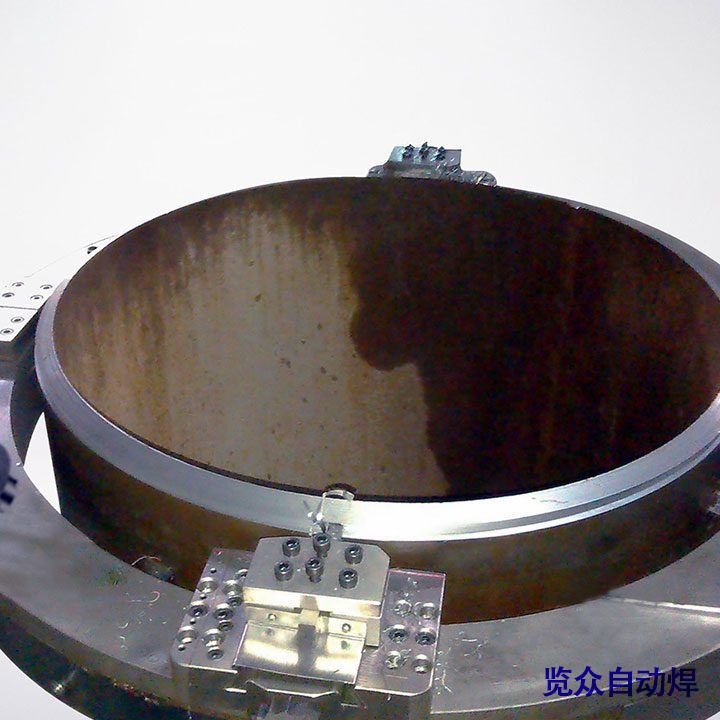
览众科技:管道自动焊机-自动焊接机-自动焊接设备 览众焊接机器人给大家介绍一下小型管道焊接小车,所谓的小型管道焊接小车其实是一种自动焊接设备,属于焊接机器人的一种。小型管道焊接小车运用磁吸式焊接小车绕管爬行的焊接方法,实现了管道360度全自动焊接。
合理的变位机位置、焊枪姿态、焊枪相对接头的位置。工件在变位机上固定之后,若焊缝不是理想的位置与角度,就要求编程时不断调整变位机,使得焊接的焊缝按照焊接顺序逐次达到水平位置,同时,要不断调整机器人各轴位置,合理地确定焊枪相对接头的位置、角度与焊丝伸出长度。工件的位置确定之后,焊枪相对接头的位置通过编程者的双眼观察,难度较大。这就要求编程者善于总结积累经验。

在全位置管道焊接过程中,焊枪的位置不断变化。由于地球引力的影响,熔池在不同位置的表面张力差异很大。为了保证焊接质量,要求焊接参数随位置变化。览众现场施工管道自动焊接机的控制系统都增加了位置传感功能,可以一次实现各层焊接参数的自由设置和平滑过渡,即焊接专家库系统,同时向用户开放使用权限,用户可以在此平台上独立开发所需的焊接工艺。 所需的焊接参数预先预置在系统中,预置的焊接参数可以在施工现场打开直接调用,系统在焊接过程中实时调用设定的参数。 在确保焊缝形成一致的同时,也确保焊缝形成的美观。这一个细节功能,降低了操作者的学习难度,确保可以在短时间内学会焊接机器人的操作。
特种材料焊接熔池小,冷却快,使各种冶金反应难以达到平衡状态,焊缝中化学成分不均匀,且熔池中气体、氧化物等来不及浮出,容易形成气孔、夹渣等缺陷,甚至产生裂纹。
在我国的锅炉、压力容器和管道制造企业中,各种先进的高效焊接方法得到了推广和使用,并引进了大量现代焊接设备。焊接生产工艺达到了较高水平。为了满足对锅炉、压力容器和管道日益增长的需求,有必要进一步开发和推广生产效率更高的先进焊接方法和工艺。
预焊中飞溅容易烧伤钢管表面或坡口,且不易清除,从而影响焊接质量和钢管外表面质量。产生飞溅的原因主要是保护气体成分不对或工艺参数不对,应搞保护气体中氩气的比例。
焊接机械化是指焊接头的移动和焊丝的输送由机械完成。在焊接过程中,焊接头相对于焊缝中心的位置以及焊丝和焊缝表面之间的距离仍然必须由焊接操作人员监控和手动调节。焊接自动化是指由焊工自始至终自动完成焊接过程,无需对操作工作进行任何调整,即通过焊工的自适应控制系统实现焊接过程中焊头的位置校正和各种焊接参数的调整。
当CO?焊机发生异常情况如无法焊接,电弧不稳定,焊接效果不好,出现气孔等异常现象时,不要过早断定是CO?焊机发生故障,上述故障或异常现象的发生,往往有下列因素:如保险丝熔断、紧固部分的松脱、忘记开关、设定的错误、电缆的断线、气体胶管的龟裂漏气、CO?焊枪损坏等,这些故障和异常现象是可以由操作者自己排除的。




