
 览众科技:管道自动焊机-自动焊接机-自动焊接设备
览众科技:管道自动焊机-自动焊接机-自动焊接设备 览众焊接机器人给大家介绍一下石油碳钢管道下向焊机,所谓的石油碳钢管道下向焊机其实是一种自动焊接设备,属于焊接机器人的一种。石油碳钢管道下向焊机运用磁吸式焊接小车绕管爬行的焊接方法,实现了管道360度全自动焊接。
管道焊接是管道运输中重要的环节,它决定了整个管道运输的成本和工作效率。因此,高效的天然气管道自动焊接机是最重要的。 由于天然气管道的特殊性,天然气管道自动焊接机一般采用氩弧焊打底+气体保护焊填充覆盖面。 焊接方向是自下而上的,这在天然气管道焊接中很常见。 氩弧焊适用于几乎所有的金属管道。因此,选择览众天然气管道焊接的管道自动焊机是非常必要的。

与实芯焊丝相比,药芯焊丝具有以下优点:焊接速度快;药芯焊丝的结构特性和熔滴过渡特性使其焊接速度更快;焊接质量好,尤其是冲击韧性好;良好的经济;对各种管道具有良好的适应性。
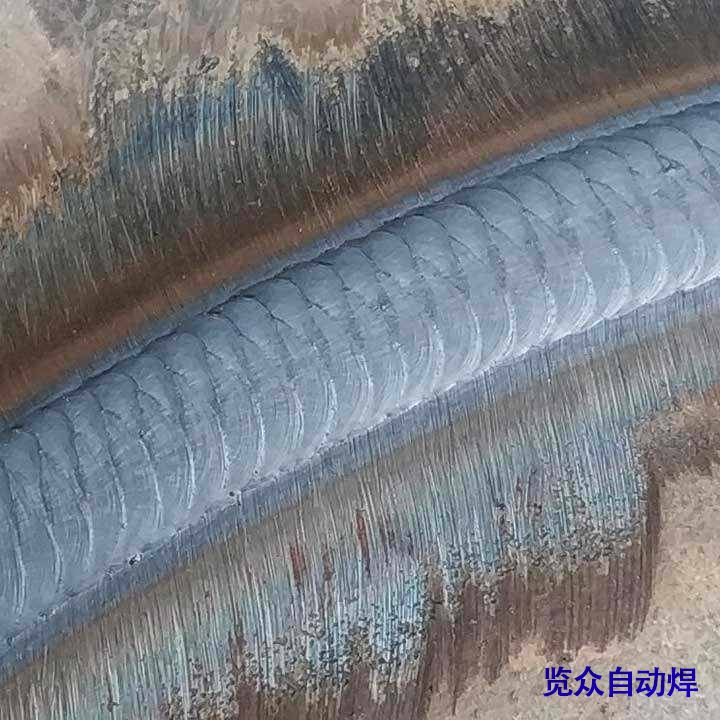
该焊接设备适用于各种坡口形式的焊接。当用于焊接V形坡口时,除了焊接效率窄、间隙坡口低(仍可达到手工焊接的2-5倍)外,其他焊接的优点仍然突出,览众焊接设备可以替代手工电弧焊的焊接动作,自动完成焊接动作。焊缝内部成形均匀,表面美观,可以解决手工焊接成品率低、焊接操作速度慢的问题。
焊接引弧后不送丝,如确认送丝机转则应检查:a、送丝轮沟槽是否磨损严重,导丝管是否堵塞,压把过紧或过松。b、送丝软管是否通畅,CO?焊枪本体是否有损伤,是否严重弯曲、盘折。
目前,药芯不锈钢焊丝(如308、309等。)是常用的。根据CO2气体保护下的焊接化学冶金反应,推导出焊丝中的焊剂配方。实心不锈钢焊丝MIG焊时,φ1.2焊丝只有在电流ⅰ≥260-280 a时才能实现射流过渡;小于该值的液滴是短路过渡,飞溅大,一般不能使用。 只有当采用脉冲MIG电源,脉冲电流大于300安培时,才能实现80-260安培焊接电流下的脉冲熔滴转移而不发生喷焊
焊接中产生气孔,一般情况下与CO?焊机本身故障无关a、气体调节器流量计损坏或堵塞。b、气体软管的损伤,连接点的松动。c、焊枪本体的故障。d、母材表面有油、污、锈、漆膜或焊丝伸出过长。e、CO?焊丝有质量缺陷的可能。
当CO?焊机发生异常情况如无法焊接,电弧不稳定,焊接效果不好,出现气孔等异常现象时,不要过早断定是CO?焊机发生故障,上述故障或异常现象的发生,往往有下列因素:如保险丝熔断、紧固部分的松脱、忘记开关、设定的错误、电缆的断线、气体胶管的龟裂漏气、CO?焊枪损坏等,这些故障和异常现象是可以由操作者自己排除的。
以上就是给大家介绍有关石油碳钢管道下向焊机的内容,如果你喜欢我分享的文章,请关注览众自动焊接机器人。




