
 览众科技:管道自动焊机-自动焊接机-自动焊接设备
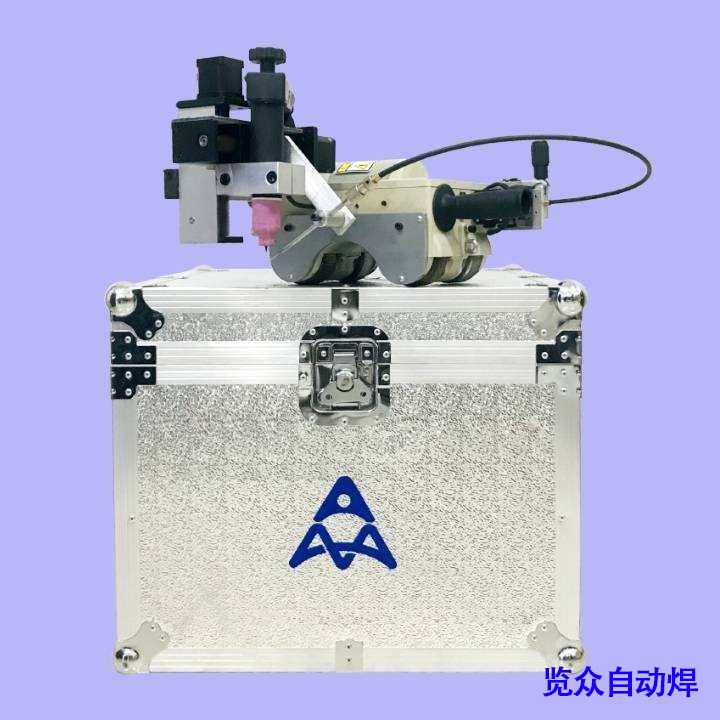
览众科技:管道自动焊机-自动焊接机-自动焊接设备 览众焊接机器人给大家介绍一下热网不锈钢管道焊接机,所谓的热网不锈钢管道焊接机其实是一种自动焊接设备,属于焊接机器人的一种。热网不锈钢管道焊接机运用磁吸式焊接小车绕管爬行的焊接方法,实现了管道360度全自动焊接。
焊后热处理的目的是降低焊缝和热影响区硬度,改善其塑性和韧性,同时减少焊接残余应力。焊后热处理包括回火和完全退火.只有在为了得到最低硬度,如需焊后机加工时,才采用完全退火,退火温度为830~880℃,保温2h后炉冷至595℃,然后空冷。高铬马氏体不锈钢一般在淬火十回火的调质状态下焊接,焊后经高温回火处理,使焊接接头具有良好韵力学性能0如果在退火状态下焊接,焊后仍会出现不均匀的马氏体组织,整个焊件还需经过调质处理,使接头具有均匀的性能。
焊接机器人焊接时会出现的问题:焊接参数选择不当、气体组分原因或焊丝外伸长度太长会飞溅过多,可适当调整功率的大小来改变焊接参数,调节气体配比仪来调整混合气体比例,调整焊枪与工件的相对位置。

焊接时不注意控制焊接速度与焊接电流,焊条直径、焊接位置协调起来使用。如对全熔透的角缝进行打底焊时,由于根部尺寸窄,如焊接速度过快,根部气体、夹渣没有足够的时间排出,易使根部产生未熔透、夹渣、气孔等缺陷;盖面焊时,如焊接速度过快,也易产生气孔;焊接速度过慢,则焊缝余高会过高,外形不整齐;焊接薄板或钝边尺寸小的焊缝时,焊接速度太慢,易出现烧穿等情况。
直流正接:采用直流焊机当工件接阳极,焊条接阴极时,称为直流正接,此时工件受热较大,适合焊接厚大工件;
国外主要工业发达国家的政府很重视焊接技术的发展,他们希望用先进的焊接技术来提高产品的生产质量、提高效率、降低成本,以此来与劳力成本相对低廉的国家进行市场竞争,这是一种战略手段。
如对一般结构,通常当钢材为Q235A?F时采用E4303.型;即可满足要求。这两种焊条药皮均属钛钙型,施焊易于掌握,其熔渣流动性好、脱渣容易,且电弧稳定、熔深适中、飞溅少、焊波整齐,适用于全位置焊接,焊接电源为交流或直流正、反接。对重级工作制吊车梁、吊车桁架或类似结构,通常当钢材为Q235B、Q235C或Q235D时采用E4315或E4316型;以上三类焊条药皮均属低氢型,适用于全位置焊接,焊接电源宜直流反接。低氢型焊条可降低焊缝中氢的含量,以避免产生冷裂纹,故焊缝金属的韧性好,其脆性转变温度接近于镇静钢。




