
 览众科技:管道自动焊机-自动焊接机-自动焊接设备
览众科技:管道自动焊机-自动焊接机-自动焊接设备 览众焊接机器人给大家介绍一下石油化工管管预制焊接机,所谓的石油化工管管预制焊接机其实是一种自动焊接设备,属于焊接机器人的一种。石油化工管管预制焊接机运用磁吸式焊接小车绕管爬行的焊接方法,实现了管道360度全自动焊接。
夹渣产生原因:a、焊前清理不彻底;b、焊接电流过大,导致导电嘴局部熔化混入熔池而形成夹渣;c、焊接速度过快。防止措施:a、加强焊前清理工作,多道焊时,每焊完一道同样要进行焊缝清理;b、在保证熔透的情况下,适当减小焊接电流,大电流焊接时导电嘴不要压太低;c、适当降低焊接速度,采用含脱氧剂较高的焊丝,提高电弧电压。

每当出现一种新型焊接电源都同时推出新的控制方法。例如当出现晶闸管整流焊接电源就推出波形控制减少飞溅的CO2焊接电源和方波交流焊接电源;当逆变电源出现后就推出变极性电源、STT短路过渡焊接电源等;而当全数字化电源出现后又出现焊接电流和电压与送丝速度同步协调控制的双脉冲铝合金焊接电源和CMT“冷金属过渡”焊接电源等等。
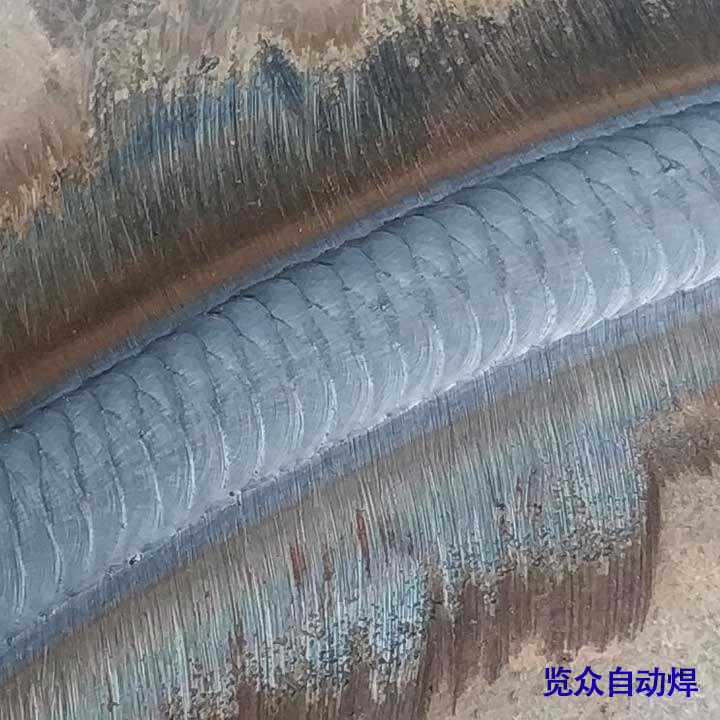
该焊接设备适用于各种坡口形式的焊接。当用于焊接V形坡口时,除了焊接效率窄、间隙坡口低(仍可达到手工焊接的2-5倍)外,其他焊接的优点仍然突出,览众焊接设备可以替代手工电弧焊的焊接动作,自动完成焊接动作。焊缝内部成形均匀,表面美观,可以解决手工焊接成品率低、焊接操作速度慢的问题。
工件焊后不应从焊接温度直接升温进行圆火处理。因为在焊接过程中奥氏体可能未完全转变,如焊后立即升沮回火,会出现碳化物沿臭氏体晶界沉淀和臭氏体向珠光体转变,产生品粒粗大的组织,严重降低韧性。因此圆火前应使焊件冷却,让焊缝和热影响区的奥氏体基本分懈完了。对于刚度小的构件,可以冷至室温后再回火.对于大厚度的结构,特别当含碳量较高时,需采用较复杂的工艺;焊后冷至100~150℃,保温0.5~1.0h,然后加热至圆火温度。
现场焊接位置为管道水平固定或倾斜固定对接,包括水平焊接、垂直焊接、顶焊、水平焊接等焊接位置。 因此,对焊工的操作技术提出了越来越高的要求。
制造企业在引进国外的生产设备或新设计的产品过程,从引进到消化吸收比较多的是封闭在企业内自行解决,很少组织产学研的联合消化、创新的攻关,造成不断引进。其实产学研的结合对企业来说能够获得更多的信息和更全面的分析意见,帮助企业更快地掌握和吸收;而对高校和院所来说,也能获得更多、更具体、更详尽的国外先进技术资料,有助于进一步改进、创新。企业应提供更多的平台,更充分发挥和体现主体的作用。
以上就是给大家介绍有关石油化工管管预制焊接机的内容,如果你喜欢我分享的文章,请关注览众自动焊接机器人。




