
 览众科技:管道自动焊机-自动焊接机-自动焊接设备
览众科技:管道自动焊机-自动焊接机-自动焊接设备 览众焊接机器人给大家介绍一下热电碳钢管道全自动焊接机器人,所谓的热电碳钢管道全自动焊接机器人其实是一种自动焊接设备,属于焊接机器人的一种。热电碳钢管道全自动焊接机器人运用磁吸式焊接小车绕管爬行的焊接方法,实现了管道360度全自动焊接。
手工施焊时,由于人、机、料、法、环等因素的影响,焊缝内外部会产生的缺陷有:焊缝尺寸不符合要求、弧坑、烧穿、咬边、焊瘤、严重飞溅、夹渣、气孔、裂纹等。在焊接过程中,熔池金属中的气体在金属冷却以前未能来得及逸出,而在焊缝金属中(内部或表面)所形成的孔穴,被称作气孔。在焊接应力以及其他致脆因素共同作用下,产生在焊缝金属及热影响区(内部或表面)所形成的缝隙称为裂纹。 冷裂纹—焊后在金属冷却至室温时产生的裂纹;或焊后几小时、几天后产生的裂纹称为延迟裂纹。由于焊接参数选择不正确,或者操作方法不正确沿着焊趾(熔合线上)的母材部位产生的沟槽或凹陷—叫咬边,会造成局部应力集中。焊接时,接头根部未完全熔透的现象叫未焊透。熔焊时,焊道与母材之间或焊道与焊道之间,未能完全熔化结合的部分叫未熔合。

当今的管道工业要求管道具有更高的输送压力和更大的管道直径,并确保其安全运行。 为了适应管线钢的高强度、高韧性、大直径和厚壁,出现了各种焊接方法、焊接材料和焊接工艺。
什么叫电弧?答:由焊接电源供给的,在两极间产生强烈而持久的气体放电现象-叫电弧。〈1〉按电流种类可分为:交流电弧、直流电弧和脉冲电弧。〈2〉按电弧的状态可分为:自由电弧和压缩电弧(如等离子弧)。〈3〉按电极材料可分为:熔化极电弧和不熔化极电弧。
未焊透产生原因:a、焊接速度过快,电弧过长;b、坡口加工不当,装备间隙过小;c、焊接规范过小;d、焊接电流不稳定。防止措施:a、适当减慢焊接速度,压低电弧;b、适当减小钝边或增加根部间隙;c、增加焊接电流及电弧电压,保证母材足够的热输入能量;d、增加稳压电源装置e、细焊丝有助于提高熔深,粗焊丝提高熔敷量,应酌情选择。
焊接参数如电流、电压、焊枪摆动速度、摆动幅度、两端停留时间等可以在焊接前设定,也可以在焊接过程中实时调整。 驱动控制系统采用基于脉宽调制调速的DC伺服驱动控制技术和位移传感检测闭环控制系统,定位精度高,抗干扰能力强,实现了现场使用所需的可靠性和耐久性。为了实现高摆动速度下摆动的精确控制,本项目采用位置反馈摆动控制传感电路。通过专门设计的传感器,摆动系统的位移转化为可控电信号,同时具有位置记忆功能。适用于大中型长输管道固定连接接头的全位置焊接。
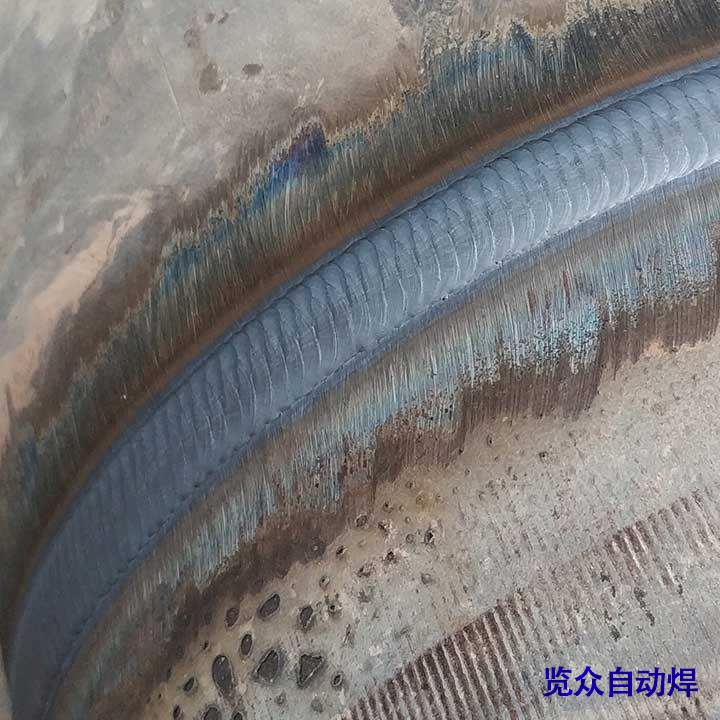
焊缝成型差产生原因:a、焊接规范选择不当;b、焊枪角度不正确;c、焊工操作不熟练;d、导电嘴孔径太大;e、焊丝、焊件及保护气体中含有水分。防止措施:a、反复调试选择合适的焊接规范;b、保持合适的焊枪倾角;c、选择合适的导电嘴孔径;d、焊前仔细清理焊丝、焊件,保证气体的纯度。
由于低碳含量,管线钢的硬化倾向和冷裂纹倾向降低。 然而,随着强度等级和板材厚度的增加,仍有一定的冷裂纹倾向。 在现场焊接中,经常使用纤维素焊条、自保护药芯焊丝等氢含量高、线能量低、冷却速度快的焊接材料,这将增加冷裂纹的敏感性。需要采取必要的焊接措施,如焊接前预热。
自动焊接专用设备(Automatic welding special equipment)是专门为特定工件和特定形状的焊接接头设计的焊接自动化设备。 通过电气控制、气动控制和液压控制技术,可以实现电机、气动执行器和液压执行器的旋转或运动,实现工件焊缝和焊枪的相对运动,从而自动完成焊缝的焊接工作。




