
 览众科技:管道自动焊机-自动焊接机-自动焊接设备
览众科技:管道自动焊机-自动焊接机-自动焊接设备 览众焊接机器人给大家介绍一下氩弧焊特种钢焊接设备,所谓的氩弧焊特种钢焊接设备其实是一种自动焊接设备,属于焊接机器人的一种。氩弧焊特种钢焊接设备运用磁吸式焊接小车绕管爬行的焊接方法,实现了管道360度全自动焊接。
长距离、大直径、厚壁管道市场需求的增加将推动焊接系统的发展。 随着自动焊接系统的频繁应用,熟练劳动力将继续扩大,启动成本将降低,工作时间将减少,效率将提高,质量将提高,操作将简化,其他特点将增加人们对各种自动焊接的兴趣和使用。 随着电源的改善和计算机系统对现场焊接的不断适应,自动焊接将成为管道施工的主要焊接方法。由于竞争,它将不断刺激新的发展,进一步提高自动焊接在管道中的应用。

随着我国油气管道的建设越来越多,管道焊接技术也越来越好。我们自主研发的览众智能焊接机器人是一款便携式管道自动焊接机器人。该自动焊接设备是我们R&D团队研究了国内外各种自动管道焊接机,并经过精心设计和反复试验的完美自动焊接设备。
另一方面,要提高焊接机械化和自动化水平,如实现焊机的程序控制和数字控制;开发一种特殊的焊接机,使从准备过程、焊接到质量控制的整个过程自动化;在自动化焊接生产线上,推广和扩大数控焊接机械手和览众焊接机器人,可以提高焊接生产水平,改善焊接卫生和安全条件。
览众龙门式自动焊接设备适用于焊接不锈钢、合金钢、铜、铝、钛合金等。 可用于各种行业,如灭火器筒体或气瓶、汽车排气管、消音器管、净化器、三元催化器、减震器、传动轴、后桥、制动蹄、离合器、轮毂等汽车配件、五金制品等。
尽管如此,机器人在焊接过程中不可避免地会出现焊接偏差、咬边、气孔等焊接缺陷,在览众焊接机器人的长期工作中会出现各种故障。本文着重分析和处理焊接缺陷和常见故障。
在特种材料焊接的电弧焊过程中,液态金属、熔渣和气体三者相互作用,是金属再冶炼的过程。但由于焊接条件的特殊性,焊接化学冶金过程又有着与一般冶炼过程不同的特点。
我国许多工程具有长距离、大管径、大壁厚等施工特点。依靠我国的焊条电弧焊,工人劳动强度高,生产效率低,施工过程非常缓慢。此外,我国管道焊接工人短缺,劳动工资相对较高。管道自动焊接已在我国得到应用。览众科技可以根据客户要求设计各种管道焊接设备和管道坡口设备,制造和安装, 提供免费培训、技术咨询和全套服务。我们的产品广泛应用于热力管道 流体不锈钢管自动焊接设备
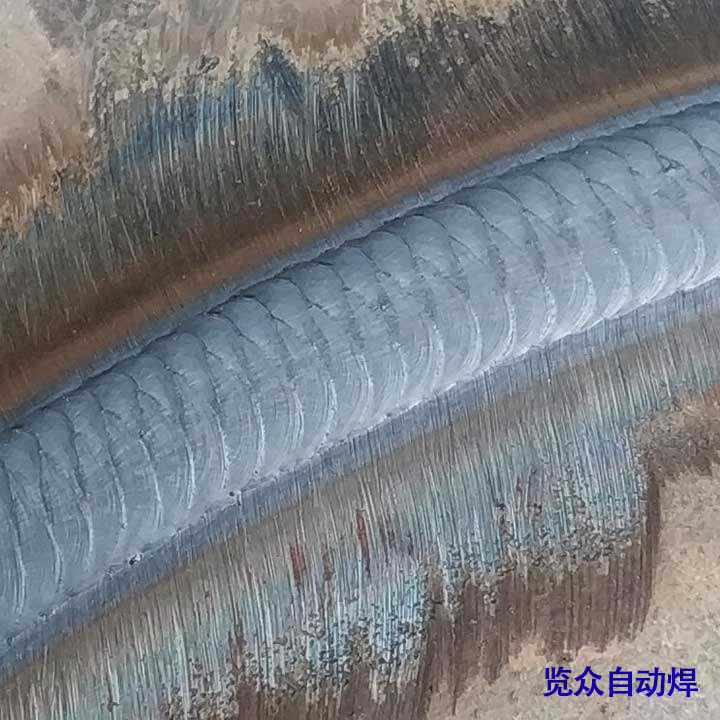
览众焊接机器人给大家介绍一下流体不锈钢管自动焊接设备,所谓的流体不锈钢管自动焊接设备其实是一种自动焊接设备,属于焊接机器人的一种。流体不锈钢管自动焊接设备运用磁吸式焊接小车绕管爬行的焊接方法,实现了管道360度全自动焊接。
各层可以采用月牙摆动所示,典型焊接参数根据板厚来决定。对于厚板电流为150~200A,电压为22-25V。对于中板电流为100~150A,电压为18~22V。通常使用直径1.2mm的焊丝,而直径1.6mm的焊丝基木上不采用。因为这种摆动易引起铁液流淌和产生咬边。向上立焊进行单道焊时,容易得到平坦而光滑的焊道,最大焊脚可达12mm。要求更大的焊脚时应采用多层焊。

锅炉是一种能量转换装置。锅炉的能量输入包括化学能和燃料电能。锅炉输出蒸汽、高温水或具有一定热能的有机热载体。 锅炉似乎是一种简单的工业设备,但锅炉管的不正确施工和应用也可能导致大规模的事故。

焊后热处理的目的是降低焊缝和热影响区硬度,改善其塑性和韧性,同时减少焊接残余应力。焊后热处理包括回火和完全退火.只有在为了得到最低硬度,如需焊后机加工时,才采用完全退火,退火温度为830~880℃,保温2h后炉冷至595℃,然后空冷。高铬马氏体不锈钢一般在淬火十回火的调质状态下焊接,焊后经高温回火处理,使焊接接头具有良好韵力学性能0如果在退火状态下焊接,焊后仍会出现不均匀的马氏体组织,整个焊件还需经过调质处理,使接头具有均匀的性能。
气孔产生原因:a、母材或焊丝上有油、锈、污、垢等;b、焊接场地空气流动大,不利于气体保护;c、焊接电弧过长,降低气体保护效果;d、喷嘴与工件距离过大,气体保护效果降低;e、焊接参数选择不当;f、重复起弧处产生气孔;g、保护气体纯度低,气体保护效果差;h、周围环境空气湿度大。
加强焊接过程中的维护,提高喷嘴、导电喷嘴等易损件的使用寿命。此外,机器人系统的预防性维护可以有效延长部件的使用寿命。
在核电厂核岛工程建设中,核岛主冷却剂管道是连接核电厂主要设备如反应堆压力容器、主泵和蒸发器的大型厚壁承压管道,被称为核电厂的“主动脉”,承担着核安全防护屏障的重要功能,应用于核电站建设的管道自动焊接机器人不仅可以降低人员劳动强度,改善现场工作环境,缩短核电建设周期,提高焊接质量,还可以充分应用于现有核电站蒸发器更换过程中的主管道焊接,可以最大限度地减少维护人员的辐射剂量,确保安全。
如对一般结构,通常当钢材为Q235A?F时采用E4303.型;即可满足要求。这两种焊条药皮均属钛钙型,施焊易于掌握,其熔渣流动性好、脱渣容易,且电弧稳定、熔深适中、飞溅少、焊波整齐,适用于全位置焊接,焊接电源为交流或直流正、反接。对重级工作制吊车梁、吊车桁架或类似结构,通常当钢材为Q235B、Q235C或Q235D时采用E4315或E4316型;以上三类焊条药皮均属低氢型,适用于全位置焊接,焊接电源宜直流反接。低氢型焊条可降低焊缝中氢的含量,以避免产生冷裂纹,故焊缝金属的韧性好,其脆性转变温度接近于镇静钢。
以上就是给大家介绍有关流体不锈钢管自动焊接设备的内容,如果你喜欢我分享的文章,请关注览众自动焊接机器人。
、石油管道、石化管道、化工管道、城市输水管道、船舶动力管道等。以上就是给大家介绍有关氩弧焊特种钢焊接设备的内容流体不锈钢管自动焊接设备,如果你喜欢我分享的文章,请关注览众自动焊接机器人。




